|
|
測定器の結果と加工方法。
|
次に測定器の表示、演算PC。
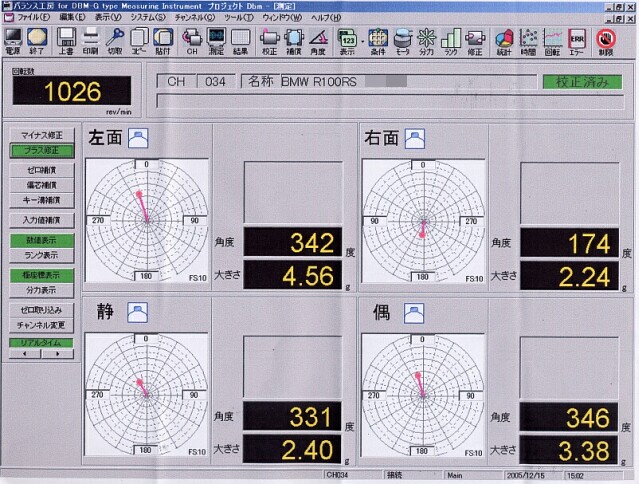
測定結果はリアルタイムに演算、表示されアンバランス量を表示します。
左上より説明すると「回転数」は測定時の回転数を指します。
回転数は任意で設定が可能で、上記測定では1026rpmさせて測定しました。高速回転時の方が遠心力が増し、より精度が高くアンバランス測定が可能なので、出来うる限り高回転で測定を心がけます。
次に「マイナス修正」「プラス修正」と緑に切り替わってる所が有りますが、これはクランクシャフトをのアンバランスをどう修正するかを設定します。
「マイナス修正」ならばクランクシャフトのアンバランスに対して削るなどして減らす加工の時に指定します。
「プラス修正」では、タングステンなどの質量の高い物を埋め込む時に指定します。
修正方法はクランクシャフトの形状、車両のエンジン特性、加工後目指すトルクフィーリング等により手法を変えて作業を行っています。
そして、測定品のアンバランス量を示すのが円グラフが並んでる箇所です。
この測定グラフの場合、左面、右面、静アンバランス、偶力アンバランスの4面測定を行った時の画面です。
・左面、右面はクランクシャフトの中心より左右と分けて見た時のそれぞれのアンバランス量です。
・静アンバランスはスタティックアンバランスと言い、測定クランクシャフト全体を回転させずに置いた場合に一番重い箇所が下に来る箇所を言います。
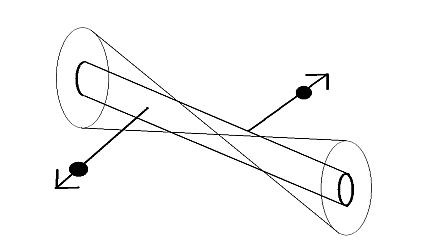
・偶力アンバランスは静アンバランス取りを行った後に出る症状で、下記のようにクランクシャフトの中心を基点して、左右反対方向(180度逆向き)にでるアンバランス。両端が円錐状に動き、その動きにより振動が発生する事を指します。簡単な絵すると↓のようになります。
測定は以上の項目を確認し、各項目の数値を低くするように加工、測定を繰り返し、バランス取りを行っています。
測定風景は↓の感じにて行います。
実際の作業風景はこちらです。
動画ファイルは「Windows Media Player」で見れる「WMV」です。宜しくお願い致します。 |
|
|
|